The offering from Interfood Technology’s Bakery Division has been extended with a staple piece of equipment for the production of baked goods – the oven.…
Food processing equipment specialist Interfood Technology has announced the latest move in the company’s ongoing development with the appointment of Rob Unwin as Managing Director.…
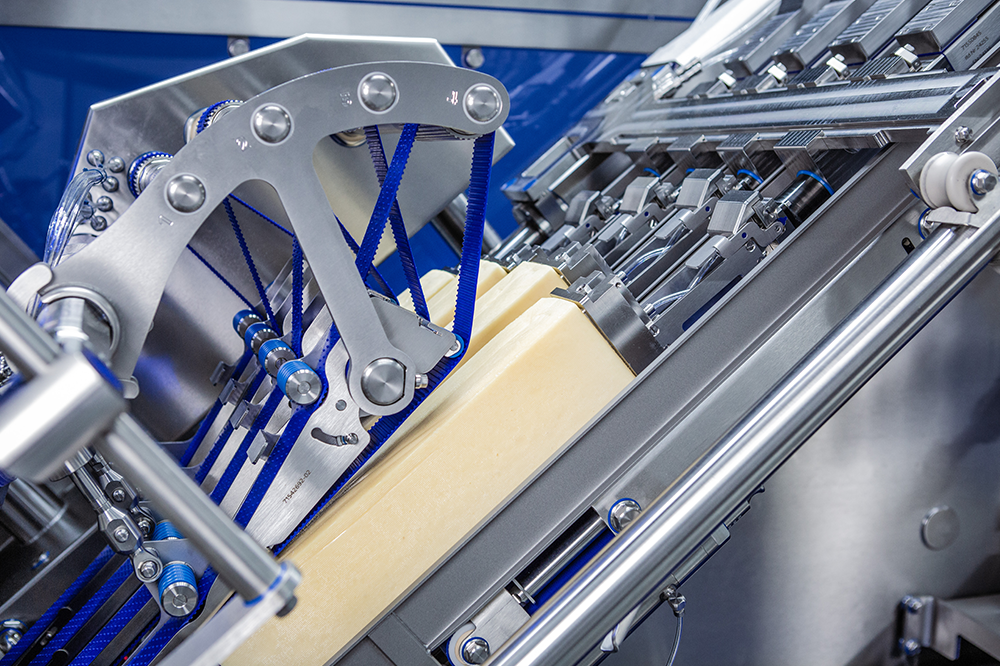
Each variety of cheese comes with its own set of unique challenges during processing. Weber understand the intricacies of cheese processing, and have developed a…
With over 1,600 units sold worldwide, BladeStop™ is the world leader in safety bandsaw technology. Utilising a unique dual-sensing system for incredibly reliable operator monitoring…
Bacon can be one of the most difficult products to slice. Natural variations in product size and shape as well as inconsistencies with product conditioning…
Interfood customers can now ensure ultimate hygiene for their processing equipment following the announcement that the Buckinghamshire-based business has signed a new partnership agreement with…
At Interfood Technology Ltd, we are a prominent player in the food technology industry, and recently embarked on an inspiring endeavour to support Dementia UK.…
Experts from the various divisions of Interfood will be on hand at manufacturing partner stands during Interpack 2023, giving visitors from the UK and Ireland to…
Interfood has reported that the focus on full line solutions shows no signs of abating, with processors recognising the benefits of an integrated approach to…
Interfood Technology is extending the offering from its Cooking, Cooling & Pasteurisation Division with the announcement that the company has formed a new partnership with…